汽車內(nèi)外飾件3D激光鐳雕剝漆打透光工藝與傳統(tǒng)工藝對比分析
在汽車內(nèi)外飾制造領(lǐng)域,其透光效果直接影響產(chǎn)品的美觀性和功能性。傳統(tǒng)工藝如絲網(wǎng)印刷、噴涂、化學(xué)蝕刻等曾長期占據(jù)主導(dǎo)地位,但隨著激光鐳雕技術(shù)的成熟,其在高精度、環(huán)保性和效率方面的優(yōu)勢逐漸凸顯。下面將從工藝原理、生產(chǎn)效率、成本控制、環(huán)保性及效果表現(xiàn)五個維度,對比傳統(tǒng)工藝與激光鐳雕工藝的差異,并重點闡述激光鐳雕技術(shù)的核心優(yōu)勢。
一、工藝原理對比
絲網(wǎng)印刷/噴涂:通過物理遮擋或噴涂不透光油墨形成圖案,透光部分需預(yù)留或后期處理,工序復(fù)雜且精度有限。
化學(xué)蝕刻:利用腐蝕性藥劑剝除表層油漆,污染大且對材料均勻性要求高,易導(dǎo)致邊緣毛刺。
激光鐳雕工藝:采用高能激光束精準(zhǔn)剝除表層漆膜,通過計算機控制路徑實現(xiàn)微米級加工,無需接觸工件,可適應(yīng)復(fù)雜3D曲面,一次成型透光與非透光區(qū)域。

二、生產(chǎn)效率與精度
傳統(tǒng)工藝:依賴模具或掩膜,換產(chǎn)調(diào)試耗時(通常需2-4小時),且多道工序(如烘干、掩膜對齊)導(dǎo)致整體周期長。例如,絲網(wǎng)印刷需單獨制版,良品率受人工影響顯著。
激光鐳雕:
無模具損耗:數(shù)字化編程可直接切換不同圖案,換產(chǎn)時間縮短至分鐘級。
高速加工:激光掃描速度可達(dá)10-20m/s,單件加工時間比傳統(tǒng)工藝減少50%以上。
超高精度:最小線寬可達(dá)0.05mm,重復(fù)定位精度±0.01mm。
三、成本控制優(yōu)勢
傳統(tǒng)工藝的隱性成本較高:
模具費用:絲印網(wǎng)版或蝕刻掩膜單次成本約500-2000元,且壽命有限。
返工率:人工噴涂不均勻或蝕刻過度導(dǎo)致廢品率可達(dá)5%-10%。
激光鐳雕的邊際成本極低:
設(shè)備一次性投入:雖初期設(shè)備價格較高,但無耗材費用,長期使用成本下降60%以上。
近乎零廢品:自動化加工良品率超99.5%,尤其適合高附加值車型。
四、環(huán)保與安全性
傳統(tǒng)工藝痛點:化學(xué)蝕刻產(chǎn)生廢酸、重金屬污泥,噴涂釋放VOCs,需額外投入廢氣廢水處理設(shè)備。
激光鐳雕突破:
零污染:干式加工無化學(xué)試劑,剝漆產(chǎn)生的微量粉塵可通過集塵系統(tǒng)過濾。
能耗低:單件能耗僅為傳統(tǒng)工藝的1/3,符合汽車行業(yè)綠色制造趨勢。

五、視覺效果和功能性
激光鐳雕在視覺效果和功能性上實現(xiàn)質(zhì)的提升:
3D曲面適應(yīng)性:傳統(tǒng)工藝難以在異形件上保持均勻性,而激光可隨曲面動態(tài)調(diào)焦,確保轉(zhuǎn)角處透光一致。
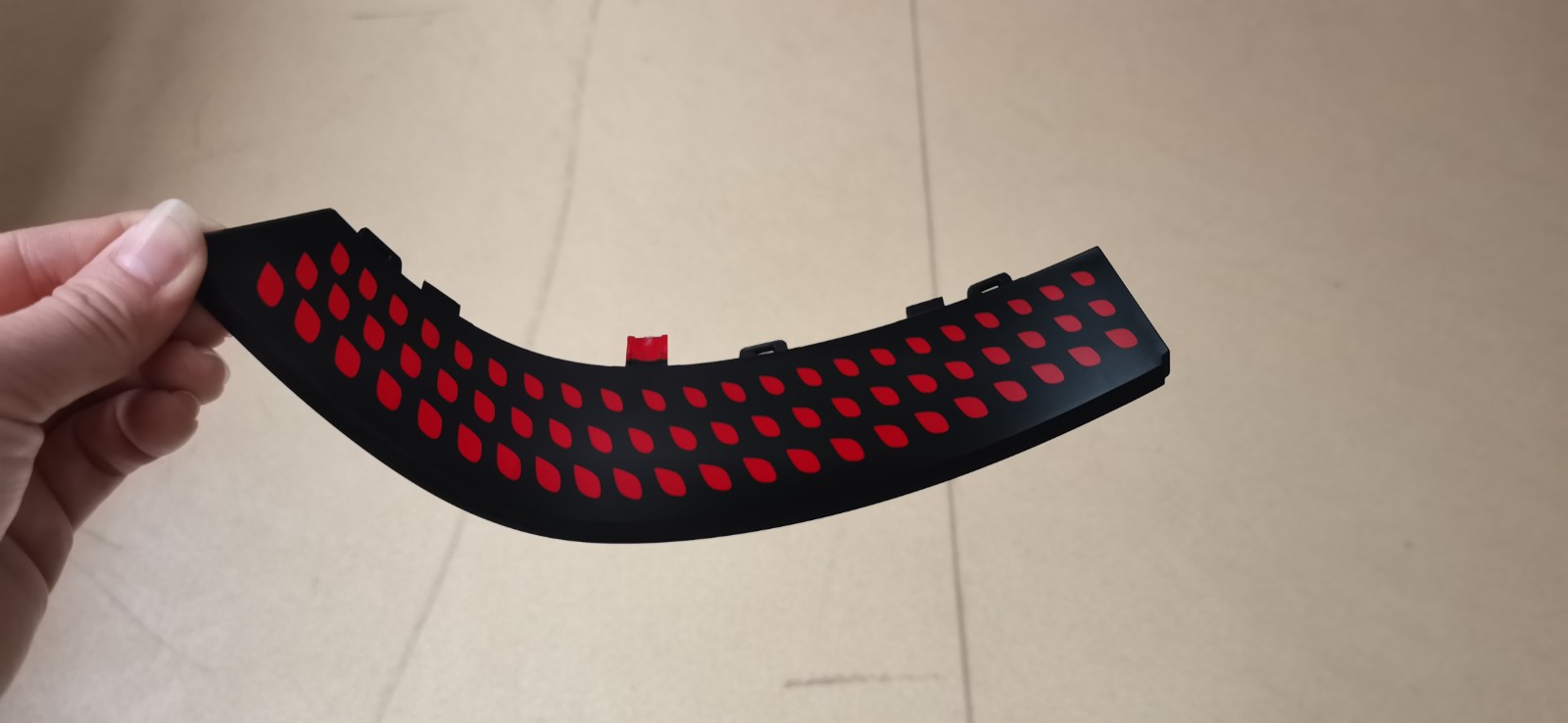
多層透光設(shè)計:通過控制激光能量分層剝漆,實現(xiàn)半透、全透、漸變等效果。
耐久性:激光剝漆后基材無損傷,耐磨性優(yōu)于油墨印刷,長期使用無脫落風(fēng)險。
激光鐳雕工藝的不可替代性
激光鐳雕技術(shù)以“高精度、高效率、高柔性”為核心,解決了傳統(tǒng)工藝在環(huán)保、復(fù)雜設(shè)計、成本控制等方面的瓶頸。隨著新能源汽車對內(nèi)飾個性化需求的增長,激光鐳雕將成為汽車內(nèi)外飾件的主流工藝,并為智能表面提供更多創(chuàng)新可能。
- 上一篇: 氧化鋁件激光鐳雕高亮鏡面效果原理簡析
- 下一篇: 紫外激光打標(biāo)機能在玻璃上刻字嗎